|
. 水黑辊的调整应该选择在辊子还温热的情形下为之,或者在冷机的状态下酌增辊间压力。
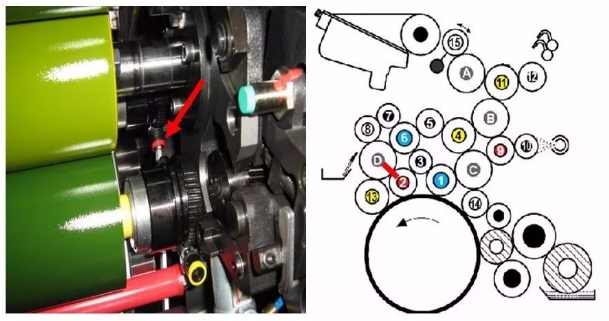
. 请谨记以下调整规则:所有靠版墨辊或水辊应调整到与上方串动匀墨(水)辊压力略大于靠板压力!但如发现靠版墨痕呈现中间大两边小现象时,应即检查是否为靠版辊对匀墨(水)辊压力过重,导致挠曲所致。
. 必须按原厂建议的标准设定调整水墨辊压力。
. 压力调整应由小压力向大压力方向调,避免调整螺杆间隙造成的误差。
. 酒精水辊系统如配置差速除墨皮装置时,须调整加大靠版水辊对串动匀水辊压 力,如此才能产生有效的减速刮版面墨皮功效。
. 设定水墨辊靠版压力时,高压会导致橡皮辊瞬间弹跳,形成较宽的墨痕。比较精确与正确的方法是让靠版墨(水)辊靠版后在版面停留10秒后再抬起测量,可以得到较正确的墨痕与设定。
. 利用墨痕来检查水墨辊压力是比较精确的方式:调整时应选用浅色油墨以便观察。检查应让墨辊匀墨好后,停止约10秒钟,再将墨痕转出,利用小张铜版纸片沾取墨痕进行比对检查。
. 比对或测量墨痕压力时,应以墨痕中间宽度为基准,上下两条边纹会因油墨多少而不同。
. 水墨辊两端墨痕调整应要求尽量一致,误差应小于0.5毫米(mm)。
| 

 发表于 2025-1-16 15:33:45
发表于 2025-1-16 15:33:45


 置顶卡
置顶卡